压铸件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铜、锌、铝或铝合金等金属浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铜、锌、铝零件或铝合金零件,这样的零件通常就被叫做压铸件。压铸件在不同的地方有不同的叫法,如压铸零件、压力铸件、压铸件、压铸铝、压铸锌件、压铸铜件、铜压铸件、锌压铸件、铝压铸件铝压铸件、铝压合金铸件、铝合金压铸零件等。

压铸件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铜、锌、铝或铝合金等金属浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铜、锌、铝零件或铝合金零件,这样的零件通常就被叫做压铸件。压铸件在不同的地方有不同的叫法,如压铸零件、压力铸件、压铸件、压铸铝、压铸锌件、压铸铜件、铜压铸件、锌压铸件、铝压铸件铝压铸件、铝压合金铸件、铝合金压铸零件等。

在目前压铸工艺中的影响因素主要有三个,分别是: 一、压铸合金种类受到的限制因素: 压铸模具受到使用温度的限制,由于部分合金的熔点太高,致使其配套压铸模具寿命过低,使成本居高

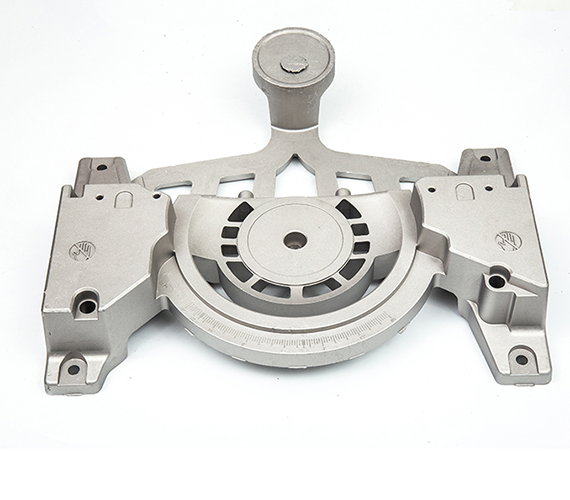
压铸件的零件设计是压铸生产技术中的重要部分,设计时必须考虑以下问题:模具分型面的选择、浇口的开设、顶杆位置的选择、铸件的收缩、铸件的尺寸精度保证、铸件内部缺陷的防范、铸孔的有关要求、收缩变形的有关要求以及加工余量的大小等方面;
由于压铸件的试模和生产使用基本相同, U star 在这里主要以试模来说明使用方法。使用过程只是试模稳定后的循环过程。 1、按工艺规程,设置合理的基础压铸工艺参数。 2、模具型腔打油,

压铸铝为什么抛丸处理后铸件表面有黑迹? 铸件喷丸后,整体表面发黑或局部有明显黑迹、黑斑点的。有的可以抛掉,有的则已经浸入铸件基体内。面积和位置不固定。

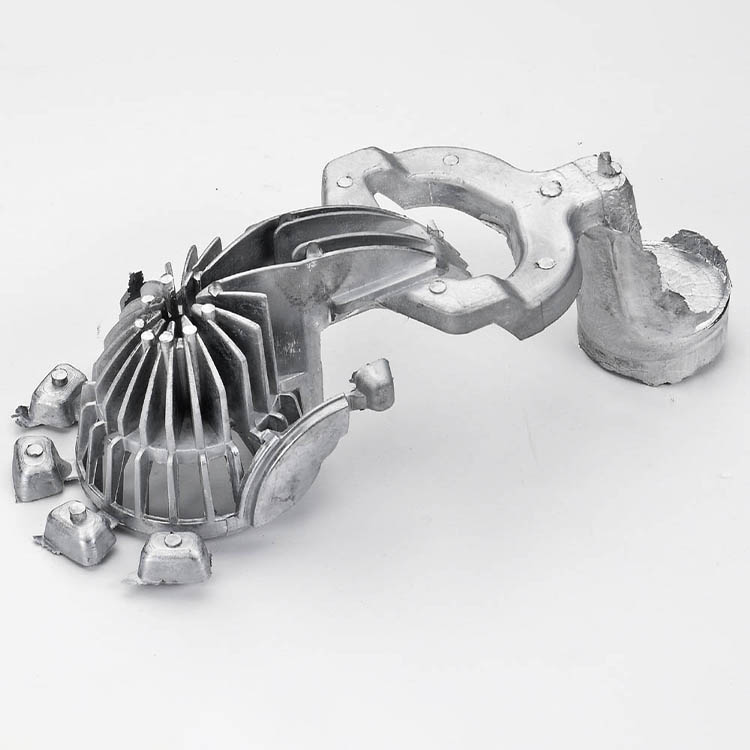
高压压铸因其具有效益高、少无切削等优点已在汽车、电子、仪器仪表、航空等行业广泛应用。其高效性、高品质,且能生产结构复杂的产品,非常适用于产品的大批量生产。随着汽车行业的迅猛发展,对汽车零部件也有了更高的要求,高性能、轻量、低成本是发展的趋势。近年来急剧增长的汽车轻量化需求,带动了汽车铝合金精密压铸件产业的高速发展,发动机缸体、变速器壳体、离合器壳体等引擎、底盘相关零件都普遍采用铝合金压铸件。形状复杂、壁厚不均匀的罩盖类薄壁压铸件需求日趋增多,而且要求通过高压下的渗漏测试,给压铸工艺和模具设计带来了挑战。气孔、缩孔、冷隔等是压铸件的常见缺陷,局部挤压是在铸件厚壁热节处设置增压通道实施局部增压,解决厚壁处易产生的渗漏、缩孔问题,从而提高铸件品质,减少废品率。本课题在分析压铸成形中气、缩孔形成机理的基础上,给出了压铸成形过程中局部挤压的原理和结构,分析了挤压深度、挤压压力、挤压延迟时间和挤压持续时间对压铸件质量的影响,并通过实例说明了局部挤压的应用效果。

锌合金压铸在结构和压铸工艺允许的情况下,当然是用铝合金比较划算。因为锌合金的比重是铝合金的2.6倍左右,但价格相当,所以就材料成本而言,锌合金压铸件就比铝合金压铸件贵了两三倍。

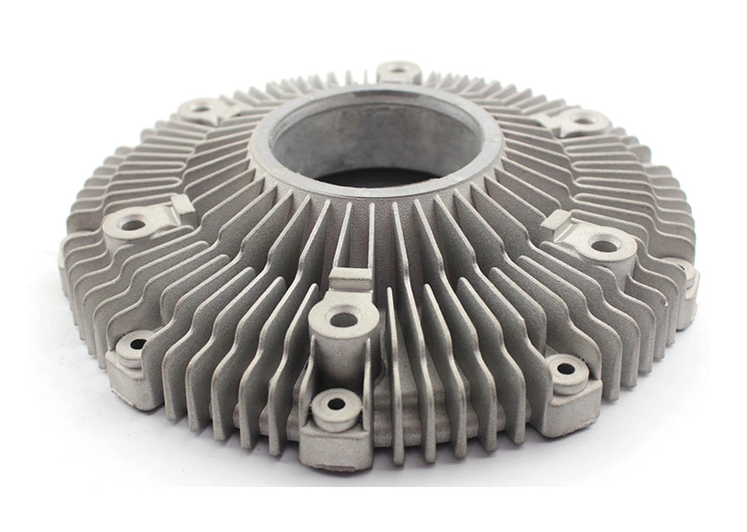
1、抛丸清理工艺的特点: 对 压铸铝件 进行抛丸清理后,可达到如下效果。 (1)抛丸清理生产率高。由于采用新型的抛丸器以110~260 kg/min的抛射量,抛射速度为50~75 m/s的弹丸抛向工件,在几分

铝压铸厂 家告诉你压铸件使用小知识 压铸件可以分为压铸零件、锌压铸成件、铝压铸件、铝压合金铸件等压铸零件。在应用中可呈现出良好的良好的特性,如铝压铸件可以任意做出多种复杂的
压铸铝件与普通压铸件在外观上我们不易分别出来。与连铸连锻工艺生产出来的毛坯质量相近的,是"先铸后锻"工艺。先铸后锻工艺我们很常见:毛坯生产共需两套模具,一套用于手工普通金属模铸造,另一套则用于使用摩擦冲床或液压机完成的精锻。











