
我们提供优质可靠的砂型铸造服务,浇铸各种砂型适合您项目要求的材料。

我们提供有色金属和有色金属的铸造服务,并使用以下材料:
铝合金
黄铜合金
青铜合金
钢(BS3100)
灰铁(BS EN1561)
球墨铸铁(BS EN 1563)
如何用砂模成型复杂的铸件

砂型铸造是利用不可重复使用的砂模形成金属铸件的过程。 这是普通的生产各种尺寸(从几盎司到几吨)的金属部件的测量方 法。 砂型铸造不仅在产品尺寸-它也可以制作非常复杂或详细的铸件,几乎可以用于铸造任何金属合金。
与其他模具材料相比,型砂具有三个重要优势:
1.便宜
2.它易于回收,并且
3.它可以承受极高的温度。
对于高熔点金属,例如钢,镍,和钛。 由于其柔韧性,耐热性和相对较低的成本,砂型铸造是应用最广泛的铸造过程。
通过将液态金属倒入型腔中来生产铸件。 为使铸造成功,型腔必须保持其形状,直到金属冷却并完全固化。 纯砂容易破裂, 但型砂包含粘结材料,可提高其耐热和保持形状的能力。
传统上将绿砂(砂,粉煤,膨润土和水的混合物)用于砂中铸造,但是现代化学键合成型系统正变得越来越流行。 使用最广 泛的铸砂是二氧化硅(SiO2)。
强度
砂模在机械应力条件下保持其几何形状的能力。
磁导率
砂模在铸造过程中允许气体和蒸汽逸出的能力。
水分含量
水分含量会影响模具的强度和渗透性:水分太少的模具可能会破裂,而水分过多的铸型会导致蒸汽气泡滞留在铸件中。
流动性
沙子填充图案中小孔的能力。高流动性产生更精确的模具,并且因此对于详细的铸造很有用。
晶粒尺寸
单个沙粒的大小。
颗粒形状
此属性将根据单个沙粒的圆度来评估它们的形状。一般三粒铸造砂中使用的类别:
1.圆形颗粒砂的结合强度相对较差,但流动性和表面光洁度均良好。
2.角粒由于互锁而具有更大的粘结强度,但与之相比,其流动性和渗透性较差圆形的沙粒。
3.亚角谷物是中间道路。与圆形相比,它们具有更好的强度和更低的渗透性晶粒,但比角粒具有较低的强度和更好的渗透性。
可折叠性
砂混合物在力作用下崩溃的能力。更大的模具崩塌性使金属铸件收缩固化时自由流动,没有热撕裂的危险。
耐火强度
当将熔融金属倒入模具时,模具不得熔化,燃烧或破裂。耐火强度衡量的能力型砂可以承受高温。
可重用性
造型砂可重复使用(在调砂后)在随后的工序中生产其他砂型铸件的能力制造业务。

型砂的许多特性取决于砂粒的粒径和分布:较小的粒径会增强模具强度高,但大晶粒更易渗透。细粒砂为铸件提供了良好的表 面光洁度,但渗透率低,而粒状砂则相反。
可以将特殊的添加剂或粘合剂添加到沙子,粘土和水的基本集合体中,以增加内聚力。这些粘合剂可以是有机或无机的。常见 的粘合剂包括谷类,地面沥青,海煤,硅灰石,燃料油,木粉,硅粉,氧化铁,珠光体,糖蜜,糊精和专有材料。
找到完美的组合并不容易。砂骨料的某些特性彼此矛盾:塌陷度较大的型砂强度较小,而塌陷度较大的型砂塌陷性较小。 为了达成折衷方案,通常需要权衡取舍,以便为特定零件和组件提供适当的属性。铸造应用。精确控制型砂特性至关重要,因 此制砂实验室已成为普遍现象除了现代铸造厂。
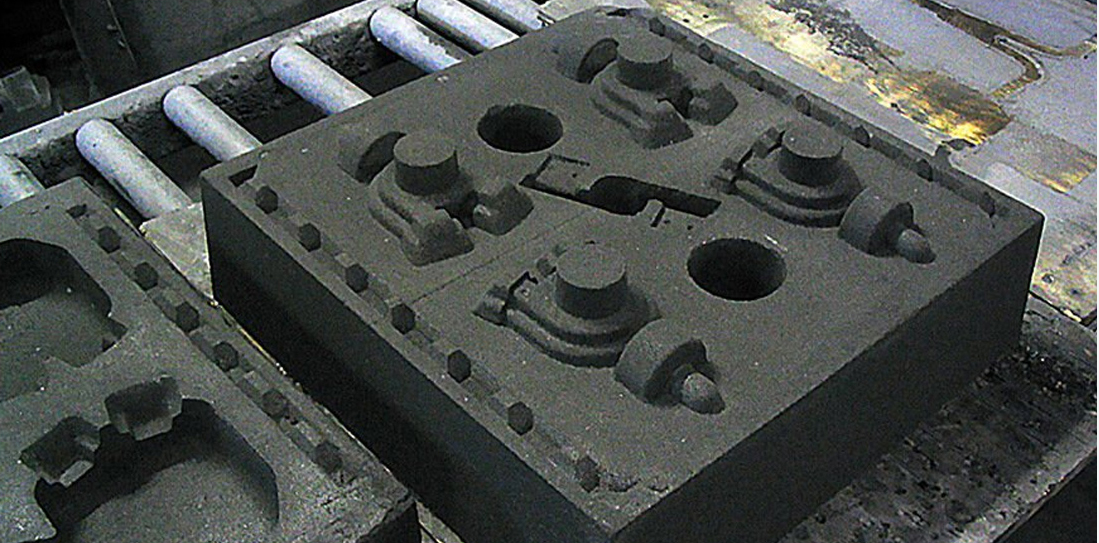
金属铸件由用于生产金属铸件的模具成形-好的铸模是好的铸件的前提。模具有多个部分共同影响最终产品。
模具型腔的形状由模型决定,该模型是在砂模中留下印象的零件的完整尺寸模型。某些内表面不包括在图案中,而是由单独的 芯创建。
型芯是一种插入模具中的砂子形状,用于塑造铸件内部的形状,包括诸如孔或通道的特征。芯通常是用型砂制成的,因此可以 将它们从铸件中摇出来。核心印刷品是添加到用于在模具中定位和支撑型芯的图案,型芯或模具。
薄脆饼提供了进一步的芯支撑-小金属片固定在芯和腔之间表面。为了保持这种支撑,小面包必须由熔点相同或更高的金属组成 温度要高于所铸造金属的温度。出售商品后,将瑞士碎屑包裹在铸件内。
可以使用许多与砂模相同的方法来生产砂芯:由于模具是通过图案成型的,因此砂芯由芯盒成型;它们类似于模具,可以由木 头,塑料或金属制成。核心箱也可以包含多个腔以产生几个相同的芯。
冒口是模具中用来容纳多余金属的额外空隙。防止形成缩孔主要铸件是将熔融金属凝固并收缩时将其送入型腔。
整个砂模都装在一个称为烧瓶的盒子里。在由两部分组成的模具中(通常是砂铸件),每一半(包含图案,烧瓶和核心的上半 部分)称为上交。下半部分称为阻力。的分型线是分隔上型和下型的线或曲面。
砂型铸造涉及四个基本步骤:组装砂型,将液态金属倒入模具中,使金属冷却,然后脱开沙子并除去铸件。当然,该过程比听 起来复杂得多。
模具组装的第一步是用沙子部分填充阻力。图案,核心印刷,核心和门控系统放在分型线附近。然后将上级组件装配到拖动上。 将额外的沙子倒在上半部直到覆盖图案,型芯和浇口系统,然后通过振动或机械压实沙子手段。用剔除杆去除多余的沙子。
既然已经形成模具,就可以从上模中去除上模,从而可以从模具中取出图案。
仔细进行图案提取,以免破坏或扭曲新形成的模具型腔。这是通过设计吃水可以轻松完成:垂直于分型线的垂直锥度。锥度拔 模锥度通常至少为19。图案的表面越粗糙,将提供的草图越多。
在向其中填充液态金属之前,需要准备完整的模具。模具腔经常被润滑洗模以利于铸件的去除。然后放置型芯,并使用其他模 具材料添加了绳索以防止跳动,并且将半模关闭并牢固地夹紧在一起;应付和拖曳部分借助销钉和导向器保持适当的定位。
半模必须保持牢固,以防止液态金属通过分型线泄漏。倒无烧瓶之前通常将模具,木材或金属浇铸外套放置在模具周围,并将 砝码放在顶部,以保持应付起重。
熔融金属通过浇口系统进入型腔:熔融金属通过浇注杯倒入模具中,继续沿浇口向下(浇口系统的垂直部分),然后穿过浇道 (水平部分)。积聚的气体和排出的空气通过通风孔逸出。将金属引入模具的多个点来自浇口的空腔称为闸门。
铸件冷却后,将其从砂模中取出。从铸件上去除砂子的过程称为淘汰赛。铸件可以手动或通过自动机械移除。搅拌台和旋转杯 是常用的。
此基本过程会有所不同,具体取决于模式,烧瓶类型和机械化程度:
台式成型是小型工作的首选。 整个操作在方便的高度的长凳上进行。地板成型用于大中型作业。 顾名思义,模具在浇注之前
先放在地板上。
机械成型用于批量生产。 机械成型可节省人工,并提供卓越的精度和均匀性,可以快速将公差保持在狭窄的范围内。 主要操
作由造型机执行的是将型砂夯实,在模具上滚动,形成浇口,敲打模式及其退出。
将砂子从完整的铸件上甩掉后,将其冷却并压碎。所有颗粒和金属颗粒通常在磁场的帮助下将其去除。所有的沙子和成分都用 旋转筛进行筛分筛或振动筛。然后可以将清洁的沙子重新引入型砂生产周期的开始。
型砂是在穆勒中制备的,将砂子,粘合剂和水混合在一起。曝气器结合使用使沙子变松,使其更易于成型。
准备好的沙子通常通过铲运车或皮带输送机输送到造型地板,然后将其制成模具模具可以放在地板上,也可以通过输送机输送 到浇注站。倒入后在筛除站从粘附的沙子上除去铸件。用过的沙子又返回到仓库用皮带输送机或其他方式收集垃圾箱。
铸砂通常在许多生产周期中被回收和再利用。根据行业估计,每年约生产一亿吨沙子。在这个数字中,只有四到七百万吨被丢 弃,甚至沙子经常被其他行业回收。

典型的绿砂混合物包含89%的沙子,4%的水和7%的粘土。绿沙是一个产业最喜欢的是它的低成本 和可靠的整体性能。绿沙中的"绿色"是指水分倒入过程中混合物中的含量。
生砂模具有足够的强度,可用于大多数砂型铸造应用。它们还具有良好的可折叠性,渗透性和可重 用性。主要的困难在于水分含量。水分过多会导致铸件中的缺陷,其耐湿性取决于所铸金属。
有时在工业砂型铸造中使用非传统粘合剂。传统的铸造粘合剂需要加热以固化,而这些替代的粘合剂 在与沙子混合时在室温下化学键合-因此,该术语冷定型过程。从技术上讲,这些相对较新的砂型铸 造工艺正日益普及。冷定型工艺比生砂模更昂贵,但它们生产的铸件具有出众的性能尺寸精度。
壳模铸造是用于批量生产和光洁度的成型技术中相对较新的发明。它是第二次世界大战期间德国首次 使用。成型材料是干燥的细硅砂与最小的粘土含量和3-8%的热固性树脂(苯酚甲醛或硅脂)。成型 时混合物滴到加热的模板上,形成约6毫米厚的硬壳。为了治愈必须完全加热外壳,必须将其加热到 440至650°F(230至350t)几分钟。
Reliance Foundry与客户合作,为每个定制铸件设计图案和成型方法。索取报价以获取有关我们的铸 造服务如何满足您的项目要求的更多信息。
·美国铸造学会。 "砂模成型工艺"
·维基百科。 "砂模铸造"
·Efunda:"砂铸"
·模具箱fll:OKFoundry,CC BY 2.0,通过Flickr
·可以从模具盒中取出:OKFoundry,CC BY 2.0,通过Flickr
·打开砂模:OKFoundry,cc BY 2.0,通过Flickr
·闭模:OKFoundry,cCC BY 2.0,通过Flickr
















